DE / ENBauteil anfragen →
NFK-Wetpreg-Molding verbindet kontrollierten Lagenaufbau, definierte Imprägnierung und industrielle Formgebung zu einem neuen Fertigungsweg für Naturfaser-Verbundbauteile.

Naturfaser-Verbund entfaltet seine Stärke, wenn Faser, Harz, Werkzeug und Bauteil konsequent zusammen gedacht werden.
Naturfaser-Textilien mit unterschiedlichen Eigenschaften werden gezielt kombiniert — statt zufälliger Faserverteilung.
Digital erfasste, automatisierte Prozessparameter sichern gleichbleibende Qualität über die gesamte Serie.
Eine wiederverwendbare, temperierbare Vakuumhaube bringt den Konsolidierungsdruck — geringe Taktzeit, homogene Wandstärke.
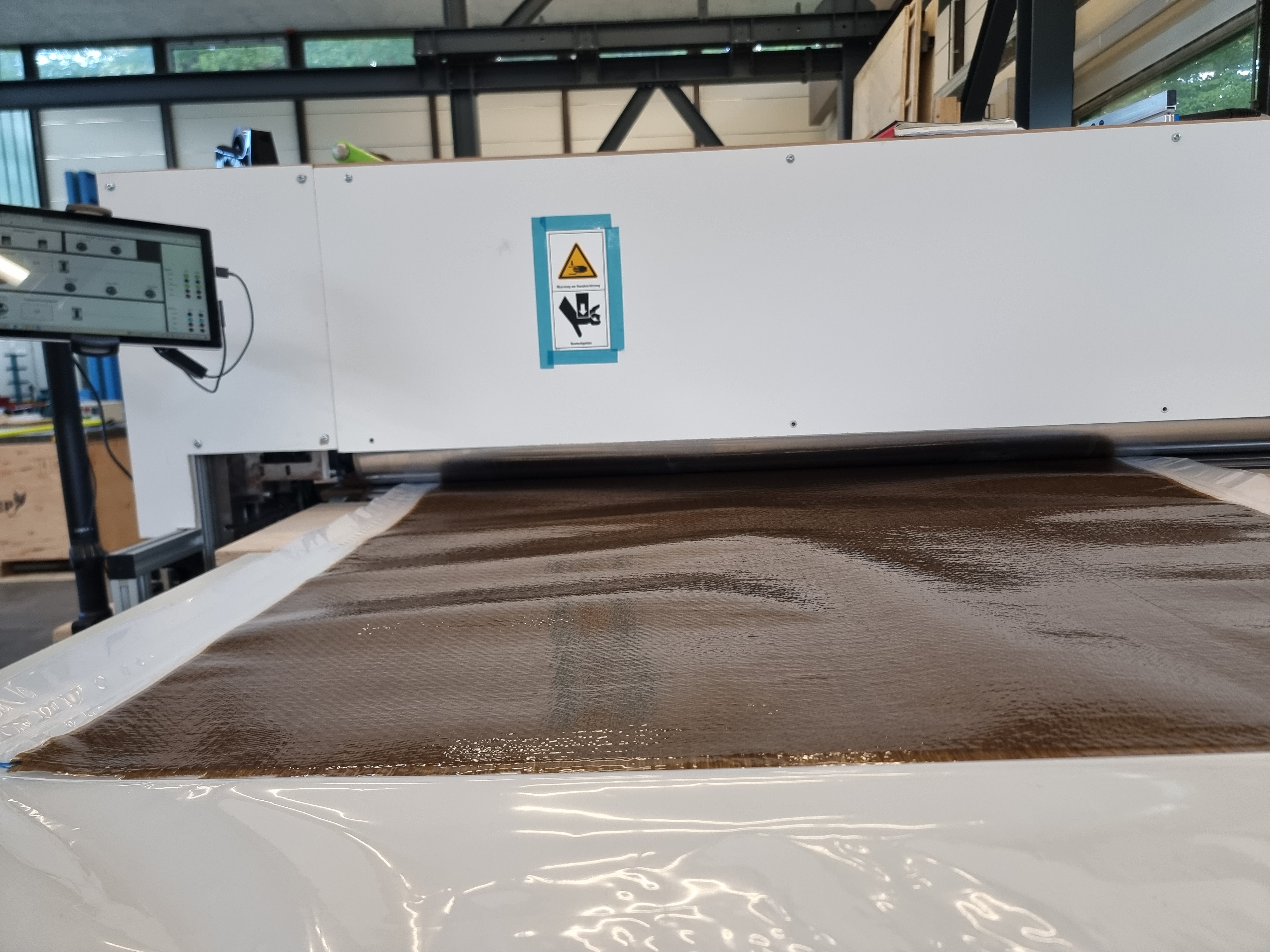
Beim NFK-Wetpreg-Molding werden Naturfaserlagen definiert und teil-automatisiert imprägniert und anschließend im Werkzeug mit einer wiederverwendbaren, temperierbaren Silikon-Vakuumhaube konsolidiert und ausgehärtet. So entsteht ein Verfahren, das weniger von manuellen Nassprozessen abhängt — mit reproduzierbarer Bauteilqualität.
Maßgeschneiderte Textilien aus Hanf, Flachs & Co., passend zugeschnitten.
Definierte, teil-automatisierte Imprägnierung der Zuschnitte (Wetpreg).
Kontrollierter Lagen- und Sandwichaufbau im Werkzeug.
Wiederverwendbare Vakuumhaube, geringe Taktzeit, konstante Qualität.
Beschnitt, Finish, Montage — montagefertige Komponente.
NFK-Wetpreg-Molding ist nicht in jedem Fall besser — aber gezielt dort, wo klassische Verfahren für großflächige Naturfaser-Bauteile in Serie nicht ideal passen.
Fasermatten werden manuell mit Harz getränkt und in eine offene Form eingelegt.
Stark handarbeitsabhängig: schwankende Qualität und Faservolumengehalt, lange Taktzeiten, offene Verarbeitung.
Definierter, vor-imprägnierter Lagenaufbau statt manuellem Nasslaminat — reproduzierbar und seriennah.
Geschnittene Fasern werden zusammen mit Harz auf die Form gespritzt.
Zufällige Faserorientierung und geringere Strukturqualität; hoher Verschnitt.
Gezielt ausgelegte Naturfaserlagen statt zufälliger Faserverteilung.
Trockene Fasern im geschlossenen Vakuumaufbau, Harz wird per Unterdruck infundiert.
Prozesssensibel (Fließwege), viel Einweg-Verbrauchsmaterial, lange Rüst- und Prozesszeiten.
Definierte Vor-Imprägnierung + wiederverwendbare Vakuumhaube: weniger Einweg, kürzere Taktzeit, weniger Prozessrisiko.
Trockene Preform in einem geschlossenen Zwei-Schalen-Werkzeug, Harz wird injiziert.
Hohe Werkzeug- & Anlagenkosten; Amortisation erst bei höheren Stückzahlen.
Vergleichbare Prozesskontrolle bei geringerem Werkzeugaufwand — eine Form + temperierbare Vakuumhaube.
Vorimprägnierte Fasern werden drapiert und unter Temperatur und Druck ausgehärtet.
Teuer, Kühllagerung und begrenzte Topfzeit, energie- und kapitalintensiv (Autoklav).
Kontrollierter Lagenaufbau wie beim Prepreg — ohne Kühlkette, High-End-Kosten und Autoklav.
Welchen Mehrwert können wir mit NFK für Ihr Bauteil realisieren? Wir bewerten es gemeinsam — Schritt für Schritt.
Potenzial für Gewicht, Kosten und Eigenschaften bewerten — NFK vs. GFK.
CAD, Lastfälle, Material- & Lagenaufbau, Werkzeugkonzept.
Musterbauteile, Demonstratoren, Material- und Bauteiltests.
Prozessfenster, Qualitätssicherung, Finish & Montage — bis ~5.000 Stück/Jahr.

Welchen Mehrwert können wir mit NFK für Ihr Bauteil realisieren? Lassen Sie uns das Potenzial gemeinsam bewerten.
Bauteil anfragen →